
PDE-Constrained Optimization (Part 2)
Optimizing the yield of a chemical reactor.

In Part 1 of this series I introduced the deep mathematics and impactful applications behind PDE-constrained optimization. If you’re interested in how this technology and its adjoint-based underpinnings work, be sure to check it out! Here in Part 2 I will go through the real-life problem of optimizing the yield of a chemical reactor. We will build a first principles model and then use PDE-constrained optimization to increase the so-called conversion ratio. I will provide lots of figures and hopefully a strong appreciation of the strength and breadth of PDE-constrained optimization!
The Reactor Model
Let’s return to the gaseous CO to O₂ converter, but in more detail this time. Figure 1 shows the physical setup. A mix of CO, O₂ and inert gasses (mainly N₂) enters the reactor on the left at a given inlet temperature T_{in}. The (local) reaction rate – given by the Arrhenius law – is very sensitive to the local temperature T(z)
because the activation energy required to initiate the reaction is very high: Ea = 80,000 J/mol. Here, R = 8.314 J / (mol K) is the ideal gas constant and k0 = 10^{11} mol / (m^2 s) is the baseline reaction rate.
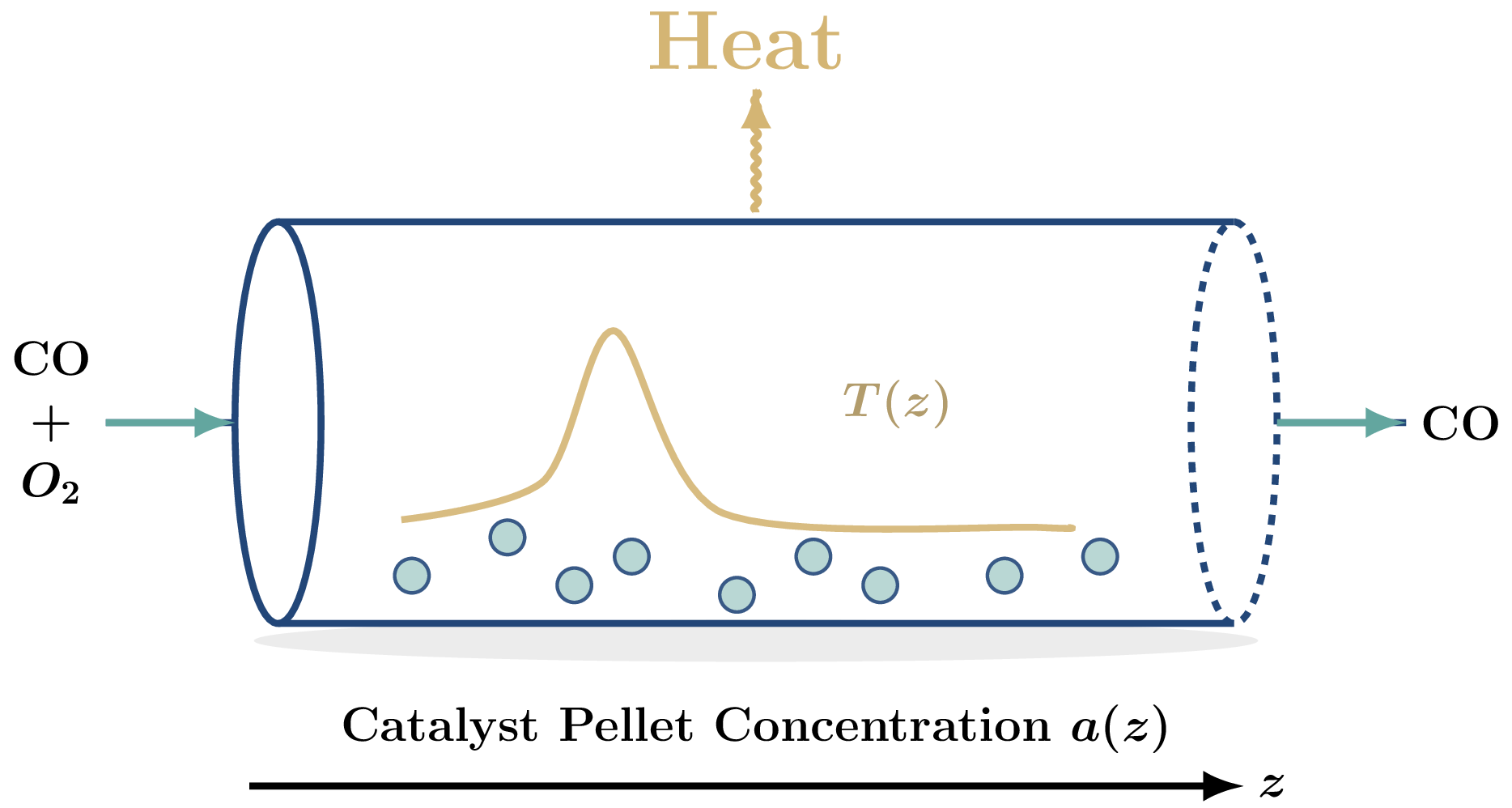
The incoming air molecules also have an average (superficial) velocity u_g. This velocity matters because when u_g is high, most of the reaction will take place downstream. If u_g is low, most of the reaction will happen at the inlet, increasing the chances of a dangerous temperature spike occurring.
As the CO flows through the tube, it reacts on the catalyst pellets. The gaseous CO is gradually converted to harmless O₂ and to solid carbon that stays at the bottom of the reactor. Increasing the amount of catalyst boosts the conversion but also raises the local temperature. The reaction is exothermic, so heat is released as CO converts. Fortunately there are also two mitigating effects that counteract thermal runaway:
Excess heat leaves the reactor through its outer wall at a rate of h_w [W / m^2 K]. If T_wall is the temperature of the reactor wall (here 500 K), the local temperature inside will decrease at a rate of h_w P/A (T(z) – T_wall). Important is the cross-sectional perimeter-over-area ratio P/A. It indicates how much of the gas is able to lose heat. Typical cylindrical reactors have a small cross-sectional ratio, in fact, circles minimize it!
Diffusion transports heat across the reactor. Whenever there is a local temperature spike, that spike creates large temperature gradients and spreads out the particles, reducing the heat.
Governing Equations
The interplay of transport (convection), diffusion, reaction kinetics, and heat loss to the reactor wall fully determines how the system evolves. To capture this behavior, we track three key fields along the reactor:
1. C_{CO}, the concentration of toxic carbon monoxide
2. C_{O₂}, the oxygen concentration produced as a reaction byproduct
3. T(z), the local temperature, which strongly influences the reaction rate.
Mathematically, the model is a set of three coupled convection-diffusion-reaction PDEs:
These differential equations follow directly from classical chemical reaction engineering. The first two equations are steady-state mass balances for CO and O₂: each species is transported downstream by convection at velocity u_g, spreads out by diffusion, and is locally consumed by the surface reaction. The third equation is an energy balance that captures convective and diffusive heat transport, heat released by the reaction, and heat lost to the reactor wall.
The surface reaction rate is harder to quantify because it depends on the precise atomic configuration. It is proportional to the probability that both a CO and O₂ molecule occupy sites near a catalyst molecule. A classical macroscopic formula is the Langmuir–Hinshelwood rate law
Where we recognize the original Arrhenius reaction rate as the prefactor. Finally, ΔH is the (positive) enthalpy released during the CO conversion, ρ is the gas density and Cp is its specific heat capacity of the gas.
Temperature Spikes and Hysteresis
Before optimizing, let’s run some simulations of these partial differential equations – just to get a feeling for the sensitivity of the reactor to changes in the inlet temperature, and their effects on the ultimate conversion ratio. Figure 2 displays the temperature T(z) and concentration of CO throughout the reactor for two inlet temperatures: 750K and 800K.
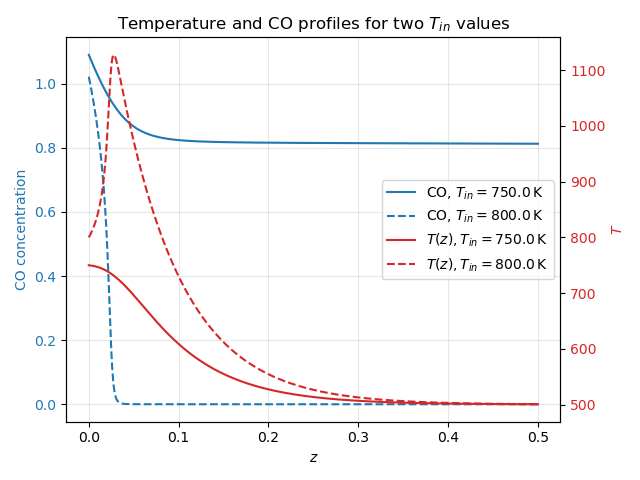
At T_in = 750K, the temperature decreases gradually as CO disappears further down the reactor. The chemical reaction is stable and no thermal runaway occurs. The total conversion ratio
is about 13%, which is on the low side. Increasing the inlet temperature to 800K causes the reactor to go into thermal runaway, reaching over 1100K. The reason is essentially due to the Arrhenius law. A higher inlet temperature induces a higher reaction rate, and because the reaction is exothermic, it causes more heat to be released as CO is converted. Increasing T_in can have strongly nonlinear effects!
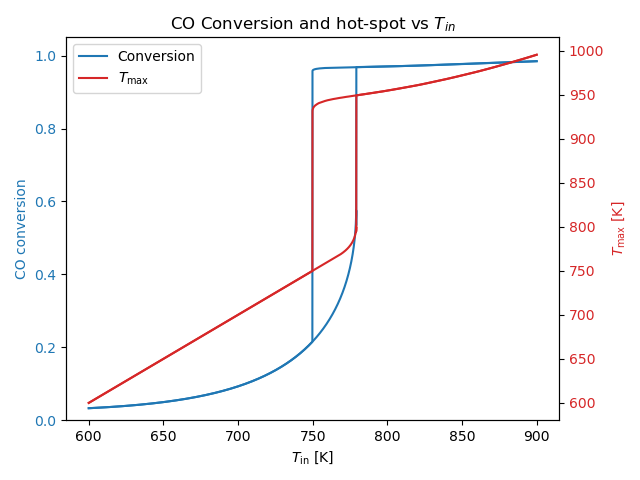
To explore how the reactor changes as we vary the inlet temperature, we can solve the PDEs for many different values of T_in and keep track of both the maximum temperature and the conversion ratio. The resulting bifurcation diagram in Figure 3 reveals a sharp and abrupt transition. Above the critical inlet temperature (approximately 780 K), the system snaps into a thermal-runaway regime. The problem is even worse because of hysteresis: once the reactor is operating in the upper branch, we must cool it well below the critical temperature to return it into the safe zone.
Optimizing the Conversion Ratio
If we look at the lower branch more closely, we see that the conversion ratio can increase substantially before entering the upper branch. This raises a natural question: how much conversion can happen while keeping the reactor stable? This is exactly where the PDE-constrained optimization framework comes in.
Maximizing the conversion alone would push the optimizer straight onto the upper branch of the bifurcation diagram, with no mechanism to return to the safe operating regime. To avoid this, we must penalize excessive temperature increases. T_in is allowed to increase just enough to boost conversion, while avoiding unsafe conditions.
Balancing these competing objectives leads to the following optimization criterion
In most setups, the inlet temperature is actually fixed. The optimization variable is the amount of catalyst a(z) – which we assume constant along the reactor for now. Figure 4 shows the resulting bifurcation diagram as a function of a. The same hysteresis also occurs.
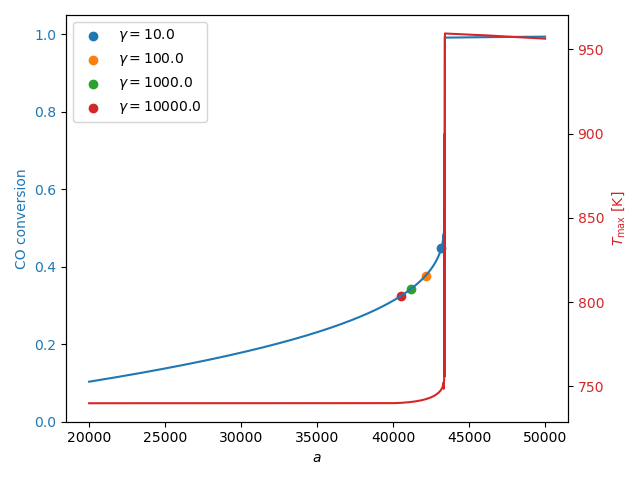
Let’s now turn to optimization. To keep things simple, we run a gradient descent algorithm on this objective. The method goes as follows. For each candidate ‘a’, we solve the PDE, evaluate the objective, compute its derivative using the adjoint method and pass both to the optimizer to update a. The optimization results for several values of gamma are also indicated on Figure 4. Their corresponding conversion and maximal temperatures are recorded in the table below.
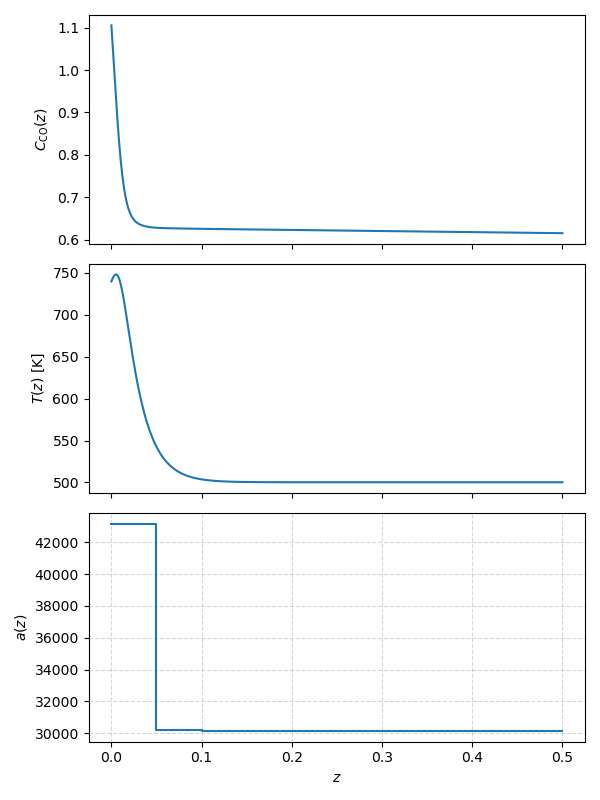
Large values of γ impose a strong penalty on any temperature rise, keeping the temperature strictly under control. This avoid runaway but the resulting conversion of 32% is on the low side. Reducing γ to 10 relaxes the temperature constraint just enough to allow a modest rise above the inlet temperature, without entering the unsafe region – see also Figure 5. As a result, the conversion increases substantially, reaching 44.78%. This is precisely the increase in yield that we are interested, all through PDE-constrained optimization as a tool for optimal control! Note that the excess-temperature penalty is not strong enough to avoid runaway when γ = 1.0.
Multiple Catalyst Zones
A natural question is whether a spatially varying catalyst profile can do even better. We can run that experiment as well. We divide the reactor into five equal zones with catalyst concentrations a_1, .., a_5. The catalyst distribution now is piecewise linear. The gradient-descent optimizer can be extended to multiple dimensions, and FEniCS and Dolfin can easily handle five controls.
The optimized catalyst profile is shown in the final figure (Figure 5). The optimizer puts many pellets in the first zone, and a much lesser number in the other ones. The final conversion is essentially unchanged at 44.78%, but this design uses significantly less total catalyst, offering a clear cost benefit. We can explain why this is a near-optimal profile. Most of the reaction takes place at the inlet because temperature is highest there. As gas moves down the reactor, temperature decreases and it would not be beneficial to place many catalyst pellets, most would never react with the remaining CO.
Note to the Reader
PDE-constrained optimization is an underused tool in computational science – mainly due to its mathematical and numerical complexity. But many real-life control and design problems can be cast in this framework. We only need to ingredients: an objective function and an adjoint methods for computing its gradient. Modern finite-element packages like FEniCS provide these functionalities.
Here we successfully optimized the (financial) yield of a chemical reactor, but I strongly believe the most can be gained from this tool in topology optimization and the optimal design of shapes such as windmill blades, heat-conducting plates or even everyday kitchen utensils! Let me know if you’d be interested in a case like that.